
Innenentgrater mit langen Schaft.
Entgraten von unterbrochen Schnitten.
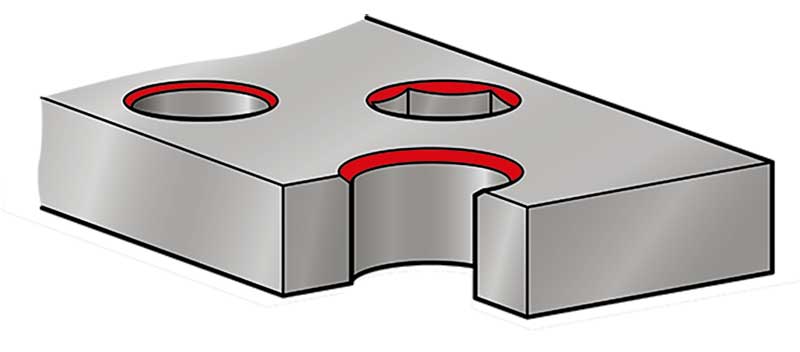
KOPAL Fasenfräsen mit SLIM LINE und langem Schaft, um tiefe Bohrungen zu fasen und zu senken. Der lange, schlanke Schaft ermöglicht extrem tiefe Bohrungen an Sacklöchern, Sechskanten und Polygonalen, um innen an schwer zugänglichen Bohrungen zu entgraten. Ein federnder Innenführungskegel gewährleistet konzentrische Fasen. Wiederholbare, symmetrische Innenfasen mit optimalen Standzeiten sind auch bei unterbrochenen Schnitten möglich. Die einstellbare Kantentiefe ist reproduzierbar und präzise.
-
 Rohrentgrater, zum Entgraten und Anfasen von Rohrenden.
Rohrentgrater, zum Entgraten und Anfasen von Rohrenden.
- Gleichzeitiges Kantenbrechen der Innen.- und Außenkanten der Rohrenden.
- Die Breiten der Innen- und Außenfasen sind individuell einstellbar.
- Die Rohr-Entgratwerkzeuge werden mit einem Innen- und Außen-Führungskegeln geliefert.
- Schneller Klingenwechsel und selbst nachschärfbar für lange Standzeiten.
- Einfaches entgraten von unterbrochen Schnitten mittels Führung mit gefederten Führungskegel.
- Rohrentgrater mit der Adaption für die Antriebsspindel mit einem zylindrischen Ø von 12,7 mm oder MK2.
- Die Rohrentgrater werden mit einem Spitzenwinkel von 60° und 90° geliefert, das heist dass Fasenwinkel ist 30° und 45 Grad ist.
- Beim Kantenbrechen von Vielecken ist es oft vorteilhaft, Schneidöl zu verwenden, da dies die Standzeit der Klingen erheblich erhöht.
- Die nachschärfbaren Ersatzmesser der Rohrentgrater sind wendbar und beidseitig geschliffen.
- Die Ersatzmesser für den Rohrentgrater TUBE sind mit dem Spanwinkeln 14° und 20° erhältlich, die Anwendung ist abhängig vom zu bearbeitenden Material.

KOPAL Innen-Entgrater mit langen Schaft und einem 60° Spitzenwinkel.
code Standard
Type
Aufnahme
Spitzen-Winkel
Fasen-Winkel
A Ø
B
Bohrg.-
Ø
03-015
INT60
Ø10
60°
30°
19,5
78
4,5-17
03-035
INT60
MK1
60°
30°
32
112
11-29
03-036
INT60
MK2
60°
30°
32
112
11-29
03-040
INT60
Ø12
60°
30°
32
112
11-29
Rohrentgrater ohne Klingen
Maßangaben in ( mm ) und Gewicht ( kg )

KOPAL Innen-Entgrater mit langen Schaft sowie 90° Spitzenwinkel.
code Standard
Type
Aufnahme
Spitzen-Winkel
Fasen-Winkel
A Ø
B
Bohrg.-
Ø
03-010
INT90
Ø10
90°
45°
19,5
68
4-17
03-011
INT90
6 WS 6,35
90°
45°
19,5
68
4-17
03-020
INT90
MK1
90°
45°
32
100
11-29
03-021
INT90
MK2
90°
45°
32
100
11-29
03-025
INT90
Ø12
90°
45°
32
100
11-29
03-051
INT90
MK2
90°
45°
44
135
5-40
03-053
INT90
Weldon Ø20
90°
45°
44
135
5-40
03-055
INT90
Ø12.7
90°
45°
44
135
5-40
Rohrentgrater ohne Klingen
Maßangaben in ( mm ) und Gewicht ( kg )


- Komponenten des Innen–Rohrentgrater mit langen Schaft und zylindrischer Aufnahme.
- Grundkörper mit Klemmschrauben für die Messer und Feder um den Führungskegel einzustellen.
- Fühungskegel Innen
- Innen- Messer
Funktion und Möglichkeiten der Rohrentgrater:
Rohrentgrater vom Typ KOPAL Tube entgratet präzise die Rohrenden sowohl am Außendurchmesser als auch am Innendurchmesser. Diese Entgratwerkzeuge sind speziell darauf ausgelegt, die Rohrenden sauber anzufasen und die Innenkanten zu entgraten. Der präzise Kantenbruch ist entscheidend für die Vorbereitung der Rohre und gewährleistet saubere und gleichmäßige Kanten, was für die Weiterverarbeitung essenziell ist.
FAQ
Fasenfräsen
- Fasenfräsen mit Führungskegel
Unsere Rohrentgrater ermöglichen das präzise Entgraten und Fasen von Innenrohren mit einstellbarer Fasentiefe. Dabei können Innenrohre, Durchbrüche und polygonale Bohrungen wiederholgenau gefast werden. - Vorteile beim entgratenUnsere Werkzeuge sind ideal zum Entgraten und Fasenfräsen von Innenbohrungen, Durchbrüchen und Vielkanten. Sie garantieren symmetrische Innenfasen mit optimalen Standzeiten, auch bei unterbrochenen Schnitten. Die einstellbare Fasentiefe ist mehrfach reproduzierbar, was eine hohe Wiederholgenauigkeit gewährleistet..
- Führung eines gefederten Führungkegel:Dank eines zentrisch geführten Kegels erfolgt die Senkung grat- und ratterfrei in Bohrungen und Durchbrüchen. Der federnde Führungskegel zentriert sich selbstständig in der Bohrung und zieht sich durch Druck auf das Werkzeug zurück, wodurch das Messer freigelegt wird und eine präzise Fase schält.
Anwendungen der Fasenfräser
- Innen-Fasenfräsen von Rohren:
Wir bieten Rohrentgrater für das Innen-Fasenfräsen von Vielkanten mit einstellbarer Fasentiefe an - Vielfältige Spitzenwinkel:
Unsere Entgratwerkzeuge für das Innen-Fasenfräsen sind mit Spitzenwinkeln von 60°, 90°, 82° und 120° erhältlich. - Präzise Fasenbreiten mit Führungskonzept:Beim Fasenfräsen mit Führungskegel gewährleisten wir eine konstant eingestellte konzentrische Fasenbreite.
- Fasenfräsen für diverse Formen und Materialien:
Wir bieten Lösungen für das Fasenfräsen von Bohrungen, Vierkant-, Sechskant- und Vielkantprofilen sowie Rundmaterial. - Einfacher Messerwechsel und langlebige Schärfe:Unsere Werkzeuge ermöglichen einen einfachen Wechsel der Messer und sind selbst nachschärfbar, was hohe Standzeiten gewährleistet.
- Optimales Fasenfräsen bei unterbrochenen Schnitten:Wir bieten optimale Lösungen für das Fasenfräsen von unterbrochenen Schnitten mit hoher Oberflächenqualität, indem die Kanten gleichmäßig im Führungskegel gebrochen werden.
- Anpassungsfähigkeit an verschiedene Antriebsspindeln:
Unsere Entgratwerkzeuge sind kompatibel mit Antriebsspindeln, die Weldon-, zylindrische oder MK 1-, MK 2- und MK 3-Anschlüsse verwenden. - Schneidöl für längere Standzeiten:
Die Anwendung von Schneidöl erhöht oft signifikant die Standzeiten unserer Rohrentgrater und Entgratwerkzeuge. - Vielseitige Ersatzmesser mit verschiedenen Spanwinkeln:Unsere austauschbaren Ersatzmesser für Rohrentgrater sind mit Spanwinkeln von 0°, 14°, 20° und 25° erhältlich, je nach dem zu bearbeitenden Material.
Ersatzklingen mit 0° Spannwinkel
- Anwendungen der Ersatzklingen mit diversen Spanwinkeln
Eingesetzt werden HSS Klingen mit einem Spanwinkel 0°, 14°, 20° und 25° nach Eigenschaften der Werkstoffe. - TiN Ersatzklingen
Mit einem Spanwinkel von 20° bieten TiN-beschichtete Ersatzklingen eine außergewöhnlich hohe Wirtschaftlichkeit. - Ersatzklingen in HSS mit 0° Spannwinkel
find Anwendung bei Messing, Bronze, Gusseisen, rostfreie Stähle und hitzebeständigen Stahl. - Ein Spanwinkel von 0° wird für die Bearbeitung von besonders harten und spröden Materialien verwendet.
- Der Spanwinkel von 0° reduziert die Schneidkraft und minimiert die Gefahr von Ausbrüchen und Rissen in spröden Materialien.
- Finden auch Anwendung bei Hartmetall wie Wolframkarbid.
- Ersatzklingen in HSS mit 14° Spannwinkel
werden bevorzugt bei Stahl, Spezialbronze und Plexiglas. - Ein Spanwinkel von 0° reduziert die Schneidkraft und minimiert die Gefahr von Ausbrüchen und Rissen in diesen spröden Materialien.
- Ersatzklingen in HSS mit 20° Spannwinkel
zu Stahl, VA, Edelstahl, AU 4 G, Kunststoffe und rostfrei Stähle. - Kunststoffe: Polyethylen, Polypropylen, PVC
- Diese Materialien lassen sich mit einem größeren Spanwinkel effizient bearbeiten, da der Schnitt leichter und mit weniger Widerstand erfolgt, was zu einer höheren Wirtschaftlichkeit und längeren Standzeiten der Werkzeuge führt.
- Ersatzklingen in HSS mit 25° Spannwinkel
zu Aluminium, Weicheisen und Blechen. - Ein Spanwinkel von 25° wird häufig für die Bearbeitung von sehr weichen und zähen Materialien verwendet
- Weiche Kunststoffe: Wie Polyethylen, Polypropylen, und Nylon
- Weiche Metalle: Reines Aluminium, Kupfer und deren weiche Legierungen
- Ein größerer Spanwinkel wie 25° ermöglicht einen leichteren Schnitt und reduziert die Schnittkräfte, was besonders vorteilhaft bei der Bearbeitung von zähen und weichen Materialien ist.
Ersatzklingen mit 14° Spannwinkel
- Eigenschaften eines Spanwinkels von 14°
Ersatzklingen mit einem Spanwinkel von 14° werden in der Zerspanungstechnologie häufig eingesetzt, um bestimmte Vorteile bei der Bearbeitung von Werkstoffen zu nutzen. Ein positiver Spanwinkel wie 14° beeinflusst die Spanbildung und die Schneidkraft positiv und eignet sich für verschiedene Anwendungen und Materialien. - Was man wissen sollte über einen Spanwinkels von 14°
Positiver Spanwinkel: Ein Spanwinkel von 14° bedeutet, dass die Schneidkante in einem Winkel von 14° zur Werkstückoberfläche geneigt ist.
Reduzierte Schnittkraft: Durch den positiven Winkel wird die erforderliche Schnittkraft verringert, was zu einem effizienteren Schnittprozess führt.
Gute Spanbildung und Spanabfuhr: Der positive Spanwinkel erleichtert die Bildung und Abfuhr von Spänen, was zu einer besseren Bearbeitungsqualität führt.
Verbesserte Oberflächengüte: Positivere Spanwinkel neigen dazu, die Oberfläche des Werkstücks glatter zu hinterlass - Anwendungsmöglichkeiten
Bearbeitung von weichen und duktilen Materialien:Aluminium und seine Legierungen: Aluminium ist ein weiches und zähes Material, bei dem ein positiver Spanwinkel wie 14° die Spanbildung verbessert und die Schnittkräfte reduziert.
Kupfer und Messing: Diese Materialien profitieren ebenfalls von einem positiven Spanwinkel, da die Spanbildung erleichtert wird und die Schnittqualität steigt.
Feinbearbeitung (Schlichten):Bei der Feinbearbeitung, wo eine hohe Oberflächengüte erforderlich ist, hilft der positive Spanwinkel, eine glattere Oberfläche zu erzeugen und Vibrationen zu minimieren.
Hochgeschwindigkeitsbearbeitung:Ein positiver Spanwinkel von 14° ist besonders vorteilhaft bei Hochgeschwindigkeitsbearbeitungen, da er die Wärmeentwicklung reduziert und eine bessere Spanabfuhr ermöglicht.
Bohren und Fräsen von nicht eisenhaltigen Metallen:Beim Bohren und Fräsen von Materialien wie Aluminium, Kupfer und Kunststoffen verbessert ein positiver Spanwinkel die Effizienz und Qualität des Bearbeitungsprozesses.
- Vorteile:
Geringere Schnittkräfte: Der positive Spanwinkel reduziert die Schnittkräfte, was die Belastung der Maschine verringert und den Energieverbrauch senkt.Bessere Spanabfuhr: Durch den positiven Spanwinkel wird der Span effizienter abgeführt, was die Gefahr von Verklemmungen und Werkzeugverschleiß verringert.Höhere Oberflächenqualität: Die bearbeitete Oberfläche ist glatter und erfordert weniger Nachbearbeitung.Weniger Wärmeentwicklung: Der positive Spanwinkel verringert die Wärmeentwicklung, was die Lebensdauer des Werkzeugs verlängert. - Nachteile:
Geringere Stabilität der Schneidkante:
Positivere Spanwinkel können die Schneidkante weniger stabil machen, was bei der Bearbeitung von harten oder spröden Materialien zu einem schnelleren Verschleiß führen kann.
Begrenzte Anwendung bei harten Materialien:
Für sehr harte Materialien sind niedrigere oder negative Spanwinkel oft besser geeignet, da sie eine stabilere Schneidkante bieten. - Resümee:
Ersatzklingen mit einem Spanwinkel von 0° sind ideal für Anwendungen, bei denen Stabilität und Langlebigkeit der Schneidkante im Vordergrund stehen, insbesondere bei der Bearbeitung von harten und spröden Materialien oder bei unterbrochenen Schnitten. Der höhere Kraftaufwand und die damit verbundene Wärmeentwicklung sind zu beachten, können jedoch durch geeignete Kühl- und Schmierstrategien gemindert werden.
Ersatzklingen mit 20° Spannwinkel
- Werkstoffe zu 20° Spanwinkel
Stahl, Kupfer, AU 4 G, Kunststoffe, rostfreier Stahl VA - Eigenschaften eines Spanwinkels von 20°
Ersatzklingen mit einem Spanwinkel von 20° werden in der Zerspanungstechnologie häufig eingesetzt, um spezifische Vorteile bei der Bearbeitung von Werkstoffen zu nutzen. Ein positiver Spanwinkel wie 20° beeinflusst die Spanbildung und die Schneidkraft positiv und eignet sich für verschiedene Anwendungen. Der Spanwinkel von 20° reduziert die Reibung zwischen Werkzeug und Werkstoff, was zu einer verbesserten Spanabführung und einer geringeren Wärmeentwicklung führt. Dies trägt zur Verlängerung der Standzeit des Werkzeugs bei und sorgt für eine höhere Oberflächengüte des bearbeiteten Werkstücks. Anwendungen und Materialien. - Was man wissen sollte über einen Spanwinkels von 20°
Durch den Einsatz von Ersatzklingen mit einem Spanwinkel von 20° kann zudem die Schnittkraft reduziert werden, was die Belastung der Werkzeugmaschine verringert und eine präzisere Bearbeitung ermöglicht. Diese Klingen sind besonders vorteilhaft bei der Bearbeitung von weichen bis mittelharten Werkstoffen, da sie die Spanbildung effizient steuern und die Schneidkräfte optimal verteilen. Die Verwendung solcher Klingen ist somit ein wichtiger Faktor für die Effizienz und Qualität in der Zerspanungstechnologie.
Drehzahlen sind Richtwerte:
Fasenfräsen an innen Rohrenden, mit Tiefenanschlag bzw. einstellbare Fasentiefe.
Innen Rundrohre oder vielkant Durchbrüche entgraten, an den Enden können Innenkanten symetrische gebrochen in unterschiedlichsten Fasenwinkel.
Gravierente Vorteile beim Kantenbruch von Bohrungen oder Vielkantdurchbrüchen sind immer der symetrisch geführte Rohrentgrater mittels innen Führungskegel. Die symetrische Kegelführung gewährt ein raterfreies sowie schonendes entgraten von Bohrungen und vielkant Durchbrüchen sowie unterbrochene Schnitte.
| ∅ | RPM / U/min |
|---|---|
| Schnittgeschwindigkeit | |
 |
|
| Schmieren mit Kühlschmierstoff oder löslichen Ölen gewähren eine lange Standzeit der Werkzeugschneiden als auch geringsten Abrieb bzw. Verschleiß des symmetrischen Führungskegel. | |
| ∅10mm | 320 bis 640 |
| ∅15mm | 210 bis 420 |
| ∅20mm | 160 bis 320 |
| ∅30mm | 110 bis 220 |
| ∅40mm | 80 bis 160 |
| ∅60mm | 55 bis 110 |